Pneumatische vs. elektrische Ultraschall-Schweissmaschinen – Energiespar- und Qualitätspotenzial
Angesichts der steigenden Energiekosten ist das Stromsparen ein Ziel vieler Firmen. RINCO ULTRASONICS hat deshalb zwei Antriebstechnologien bei Ultraschall-Schweissmaschinen auf Ihre Effizienz verglichen und zeigt die Unterschiede und Vorteile beider Antriebsarten auf.
-
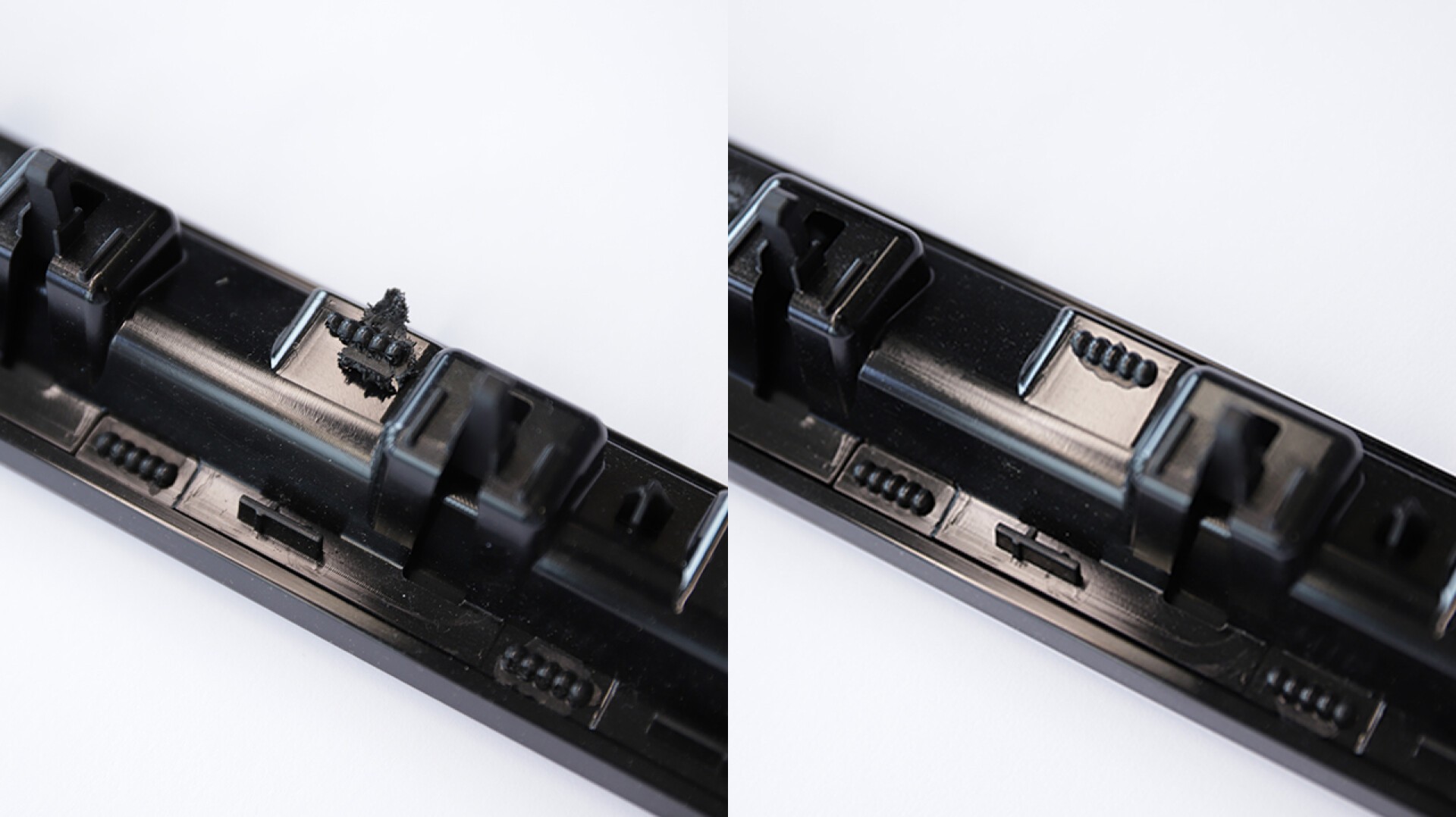
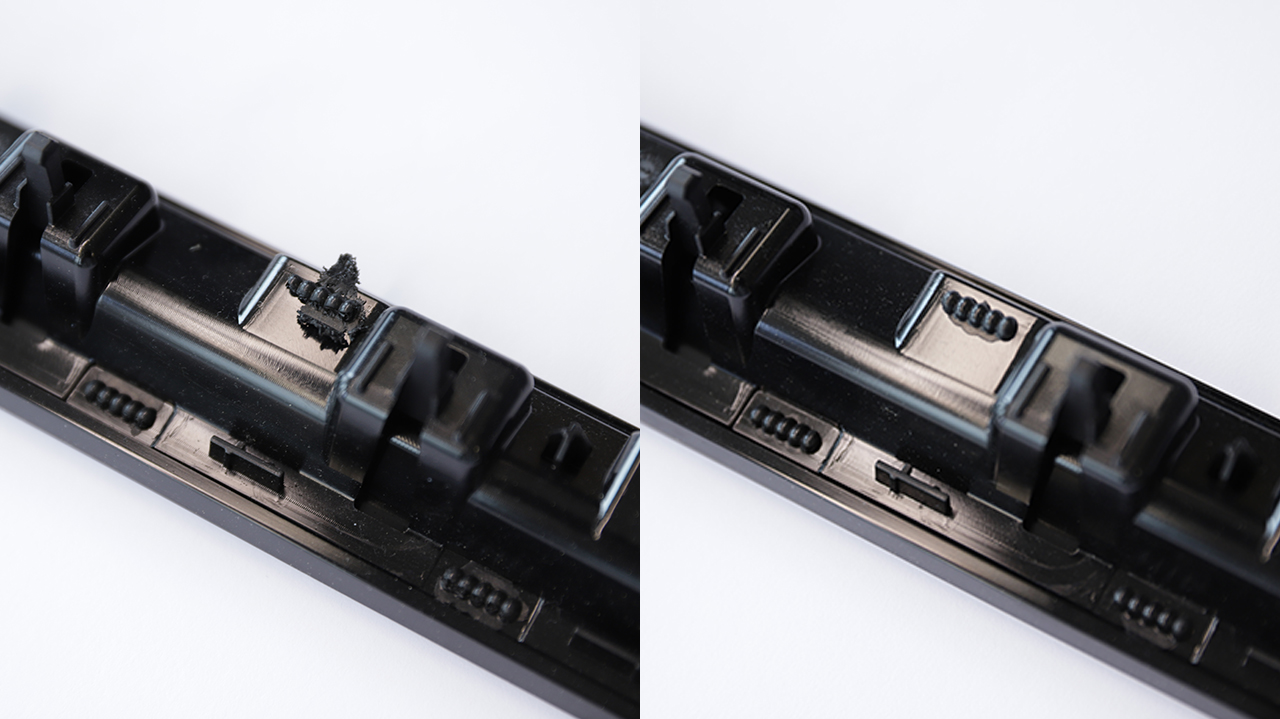
Links geschweisst auf einer pneumatischen Maschine (Materialaustritt), rechts auf einer elektrischen Maschine mit optisch überzeugendem Schweissresultat
Angesichts der steigenden Energiekosten ist das Stromsparen ein Ziel vieler Firmen. RINCO ULTRASONICS hat deshalb zwei Antriebstechnologien bei Ultraschall-Schweissmaschinen auf Ihre Effizienz verglichen und zeigt die Unterschiede und Vorteile beider Antriebsarten auf – nicht nur im Hinblick auf das Energiesparen, sondern auch bezüglich der Qualität der Schweissergebnisse.
Rinco hat bereits 2015 ihre erste elektrisch betriebene Ultraschall-Schweissmaschine Electrical Motion auf den Markt gebracht, welche die Produktepalette der pneumatischen Schweissmaschinen erweiterte.
Bei Ultraschall-Schweissprozessen ist der elektrische Antrieb im Vergleich zum pneumatischen energieeffizienter
Hubbewegung und Kraftaufbau bei Schweissprozessen mit Ultraschall-Schweissmaschinen werden üblicherweise mit pneumatischem Antrieb ausgeführt. In den letzten Jahren etablierte sich aber der elektrische Antrieb immer mehr.
Um im Test Äpfel mit Äpfeln vergleichen zu können, hat Rinco zwei Maschinen gegenübergestellt, deren Frequenz, Leistung und Hub identisch sind. Lediglich der Antrieb unterscheidet sich. Bei der Electrical Motion mit elektrischem Antrieb ist auch der Leerlauf der Servo Control Unit (SCU) miteingerechnet, die Maschine mit pneumatischem Antrieb wurde bei 6 bar betrieben.
«Wir haben erwartet, dass die elektrisch betriebene Ultraschall-Schweissmaschine betreffend Verbrauch besser abschneidet, aber einen derart grossen Unterschied haben wir nicht erwartet», so Jürgen Baumert, Leiter R&D bei der Rinco Ultrasonics.
Die Electrical Motion spart im Vergleich zur pneumatisch betriebenen Ultraschall-Schweissmaschine 78 % Energie ein. Gründe dafür sind beim Schweissprozess selbst zu finden. Bei Bewegungsaufgaben ist der elektrische Antrieb klar effizienter. Bei Haltezeiten jedoch ist der pneumatische Antrieb im Vorteil. Um die Position zu halten, braucht die pneumatische Maschine kaum Energie. Da die Haltezeit bei den Ultraschall-Schweissprozessen jedoch sehr kurz ist – üblicherweise weniger als eine Sekunde –, fällt diese kaum ins Gewicht. Es überwiegt der Vorteil der elektrisch betriebenen Ultraschall-Schweissmaschine.
Des Weiteren entfallen systembedingte Druckluftleckagen in Druckluftanlagen, die auch bei Stillstandzeiten unnötig Energie verbrauchen. Druckluft gilt als einer der teuersten Energieträger in der Industrie.
Qualitätsverbesserungen bei Schweissresultaten
Vorteile bieten die Ultraschall-Schweissmaschinen nicht nur bei der Energieeinsparung, sondern auch bei der Qualitätssteigerung. Positionen können präziser angefahren und gehalten werden. Ausserdem lässt sich die Hubbewegung frei programmieren. Es lassen sich programmieren:
- Die Startposition und die Vorschubgeschwindigkeit
- Der Bremspunkt und die Aufsetzgeschwindigkeit
- Der Schweissprozess selbst in 10 Schritten, wählbar als Kraft- und Geschwindigkeitsprofil
- Die Rückhubgeschwindigkeit
Diese Flexibilität der Parametrisierung liefert noch bessere und noch genauer reproduzierbare Schweissresultate.
Ein sichtbares Beispiel liefert eine Nietanwendung, die kürzlich bei Rinco Ultrasonics im Kompetenzzentrum erfolgreich bemustert wurde. Das obere Bauteil besteht aus PA, das untere aus PC-ABS, welche mittels Nietung miteinander verbunden wurden. Die Anwendung wurde sowohl auf einer pneumatischen wie auch auf einer elektrischen Ultraschall-Schweissmaschine getestet. «Auf beiden Maschinen konnte eine belastbare, den Kundenanforderungen entsprechende Raupenkalotte erreicht werden», so Simon Hug, Head of Ultrasonic Competence Center bei der Rinco Ultrasonics. «Jedoch konnten wir bei der Electrical Motion die Parameter viel flexibler einstellen. Dadurch hat sich die Nietfestigkeit verbessert und es wurde eine optisch viel ansprechendere Nut erzielt. Bei der pneumatisch angetriebenen Maschine kam es aufgrund von Materialaustritten zu unvollständig ausgeformten Raupen. Des Weiteren konnten wir auf der Electrical Motion den Schweissprozess gegenüber der pneumatischen Standard-Maschine um fast die Hälfte der Zeit kürzen, da die Startposition für den Schweissprozess bei der Electrical Motion frei wählbar ist. So kann viel Wegzeit gespart werden. Unter all diesen Aspekten entschied sich der Kunde für die Electrical Motion.»
Ultraschallverfahren sind ohnehin effizient
Schweiss- und Schneideverfahren mit Ultraschall sind im Allgemeinen als energiesparende Technologien bekannt. Ein Aufwärmen der Werkzeuge wie beim thermischen Schweissen entfällt. Darüber hinaus kann auf Zusatzstoffe wie Schrauben und Klebemittel verzichtet werden. Die Taktzeiten sind kurz und Material kann dank schmaler Schweissnaht gespart werden.
