Produit Swiss Plastics Expo 2023
Clair à clair - soudage laser sans colorant
S'il n'est pas possible ou pas souhaité d'ajouter un colorant au plastique, il est également possible d'adapter la longueur d'onde du laser aux 800-1'100 nm. Cela peut s'avérer important, notamment pour les applications médicales, afin d'éviter une certification additionnelle.
-
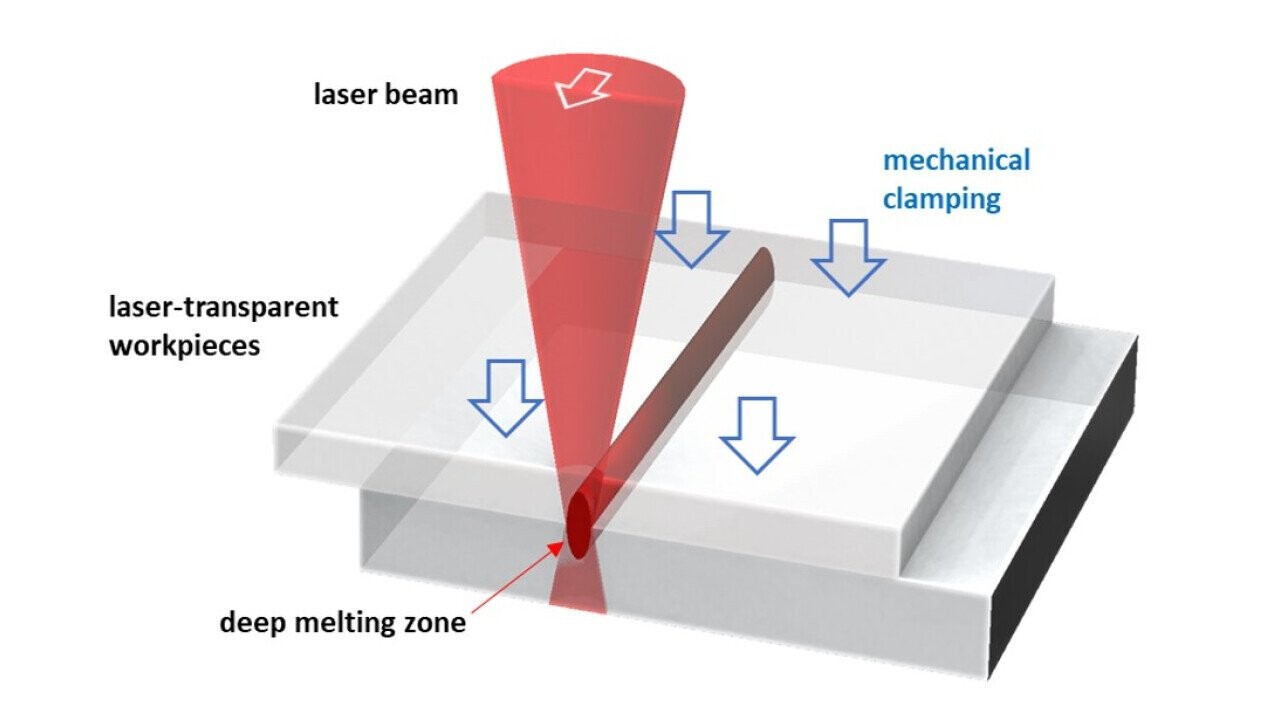
Principe de base du soudage laser des plastiques avec larges longueurs d'onde -
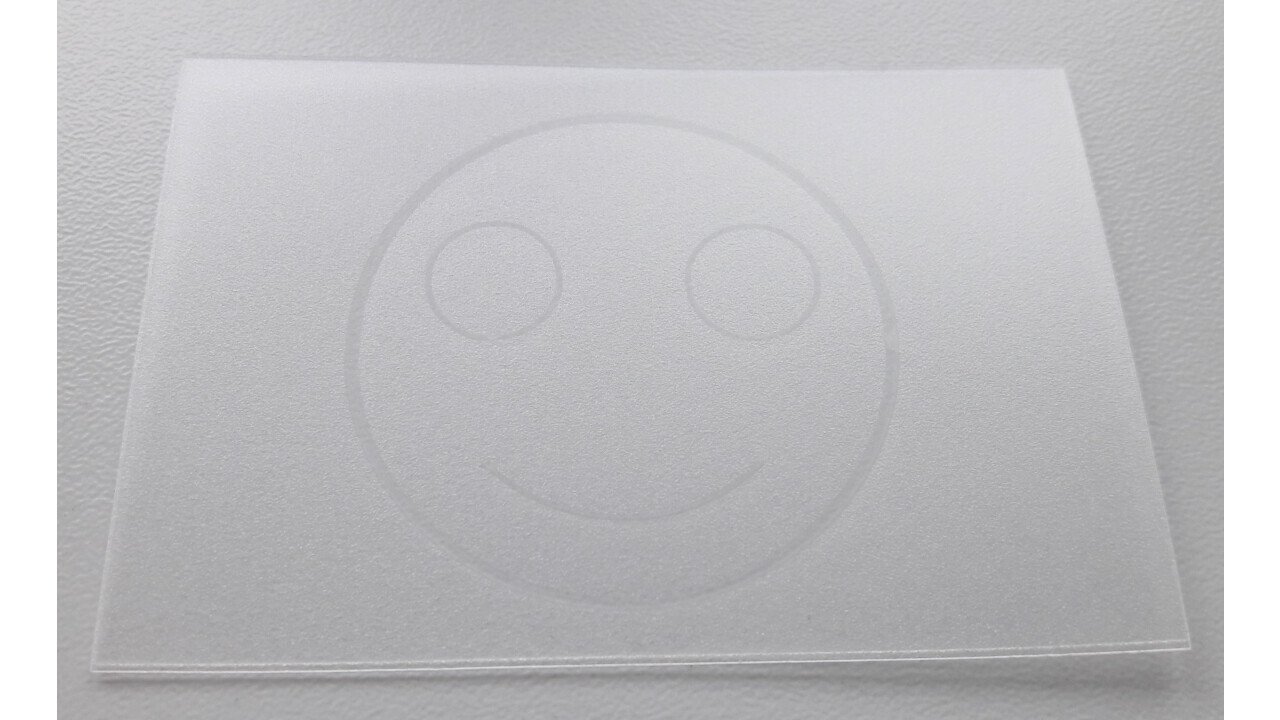
Soudage de deux films transparents en polypropylène le long d'un contour de smiley -
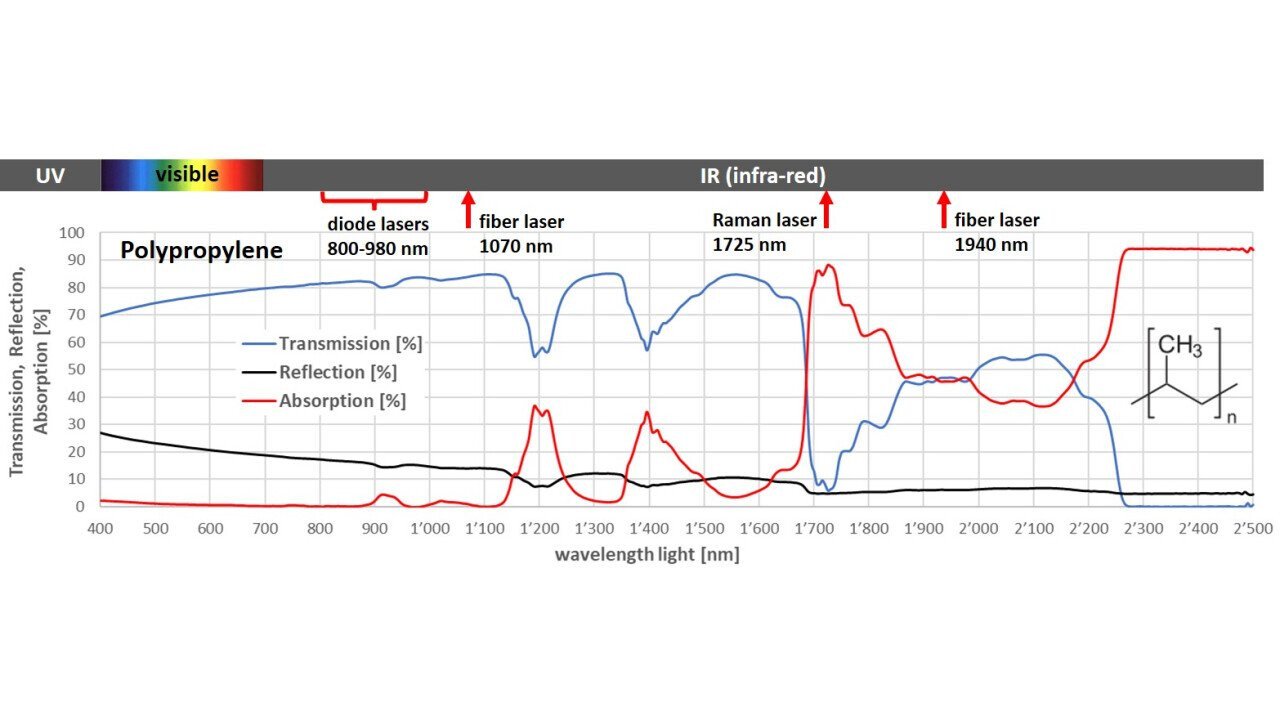
Spectre de transmission et d'absorption du polypropylène aux longueurs d'onde visibles et infrarouges -
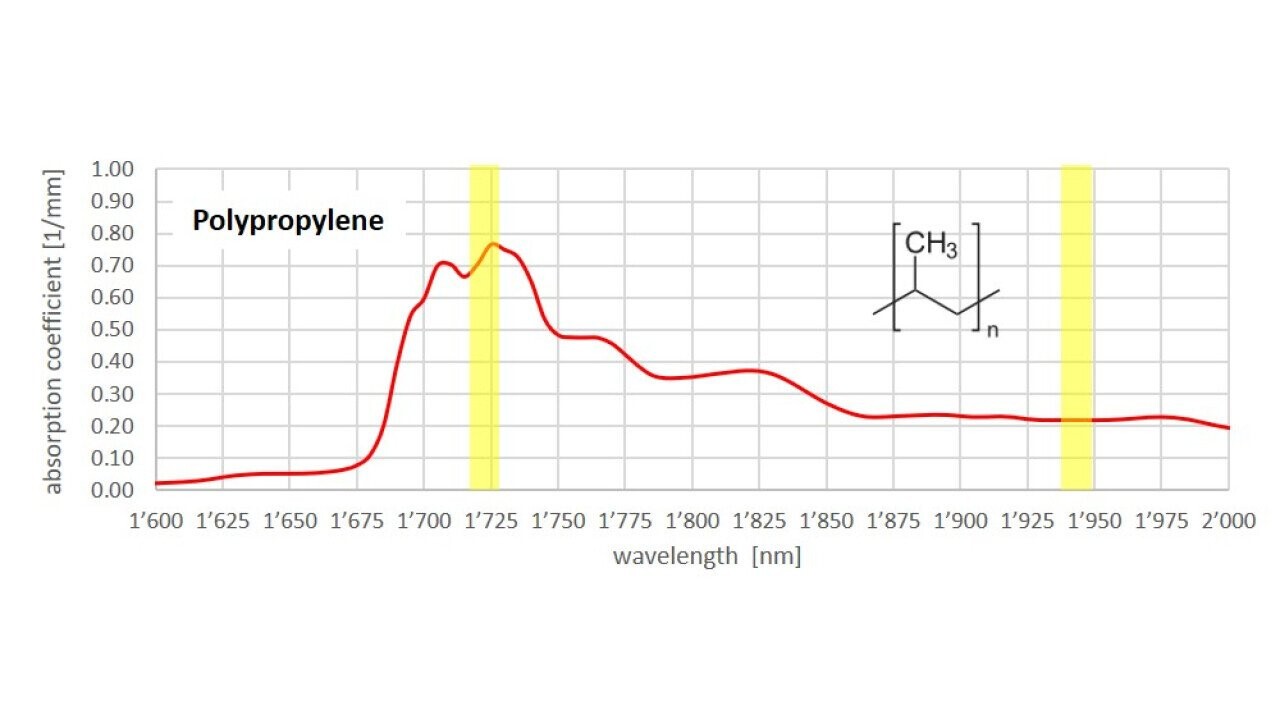
Absorption du polypropylène dans le proche infrarouge avec des lasers possibles pour le soudage à 1725 et 1940 nm -
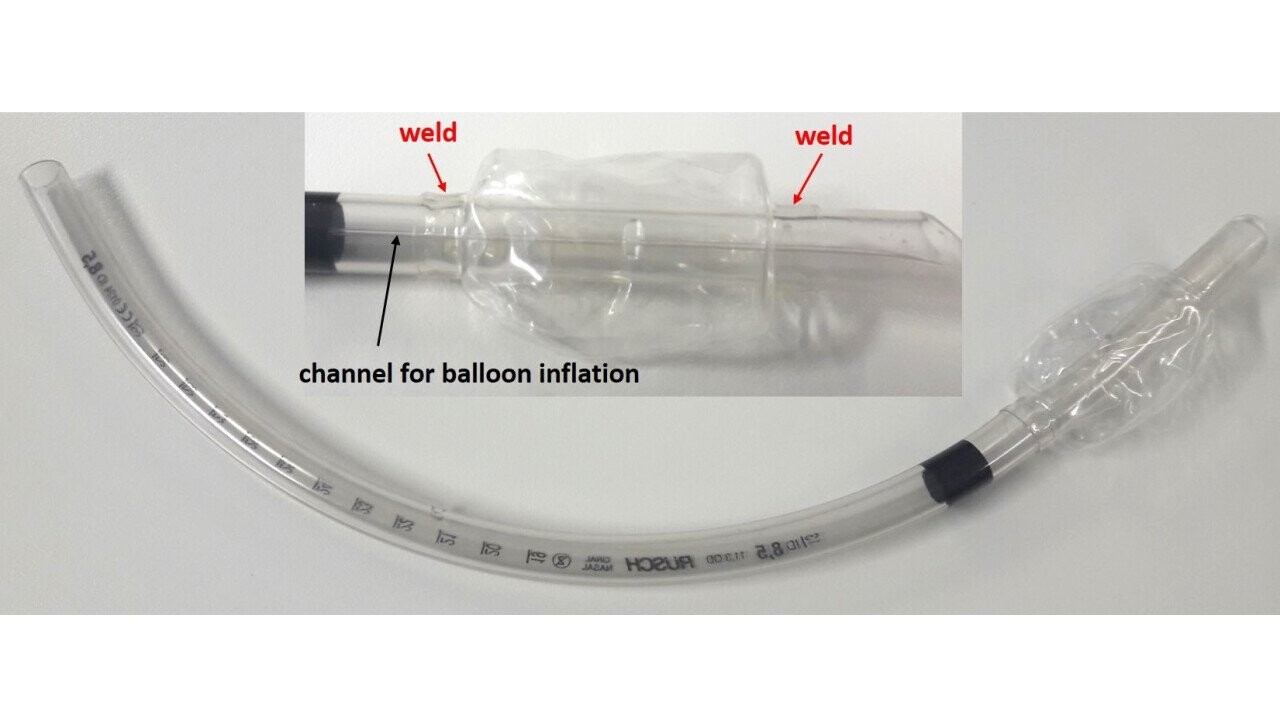
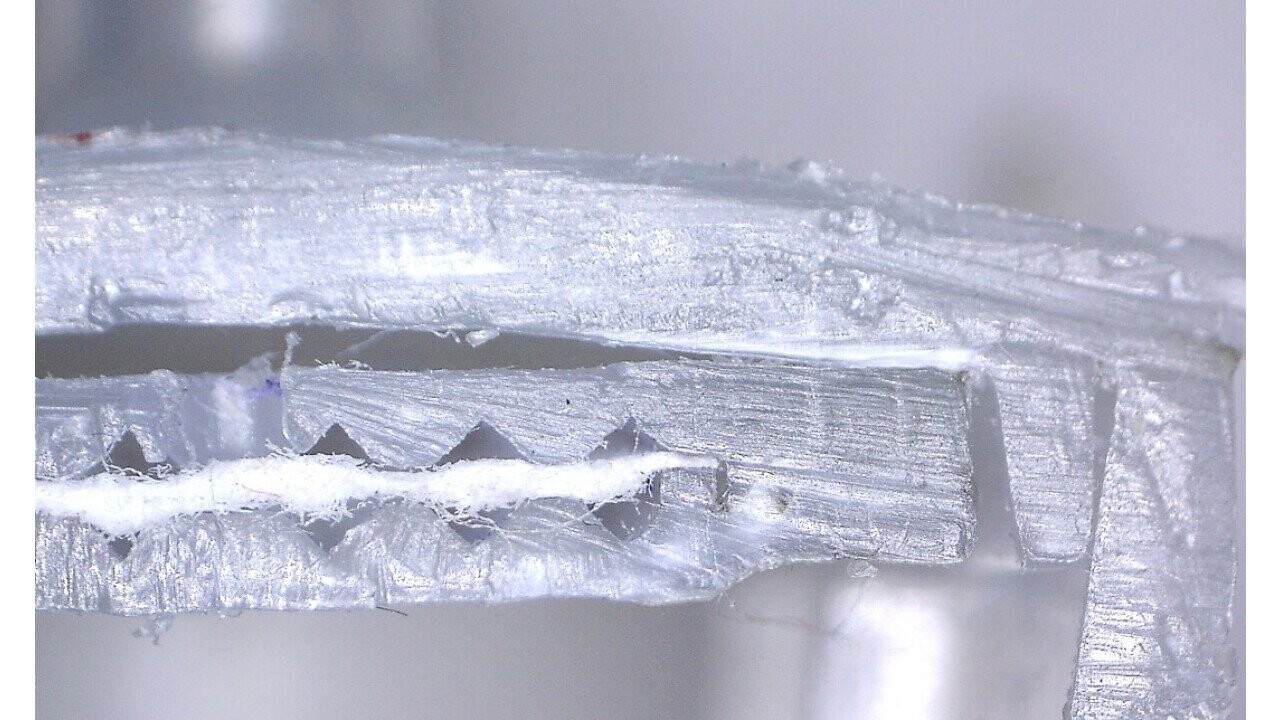
Exemple de cathéter à ballonnet en PVC souple pour ventilation artificielle soudé avec de longues longueurs d'onde -
Exemple de membrane soudée dans un boîtier en polypropylène.